
گھر
>
مصنوعات > نٹ
> ٹی نٹ
>
راؤنڈ بیس بریڈ ہول راؤنڈ ٹی نٹ ڈالیں بلائنڈ ریویٹس گری دار میوے سنکنرن مزاحم









راؤنڈ بیس بریڈ ہول راؤنڈ ٹی نٹ ڈالیں بلائنڈ ریویٹس گری دار میوے سنکنرن مزاحم
اعلیٰ معیار کا راؤنڈ بیس بریڈ ہول راؤنڈ ٹی نٹ انسرٹ بلائنڈ ریویٹس گری دار میوے سنکنرن مزاحم چین کے کارخانہ دار گینگٹونگ زیلی نے پیش کیا ہے۔ ایک بہتر مستقبل بنانے کے لیے ہمارے ساتھ تعاون جاری رکھنے کے لیے نئے اور پرانے صارفین کو خوش آمدید!
ISO، DIN، GB، ANSI، OEM معیارات
مواد سٹینلیس سٹیل،
سطح کا علاج سادہ، ZInc چڑھایا
رنگ پیلا، سیاہ، چاندی، سونا، OEM
OEM، اوپن ٹائپ، سٹینلیس سٹیل فلانج نٹ ٹائپ کریں۔
پیکنگ کیٹرون باکس + کرافٹ باکس،
سروس OEM اور ODM، OEM، ODM
ISO، DIN، GB، ANSI، OEM معیارات
مواد سٹینلیس سٹیل،
سطح کا علاج سادہ، ZInc چڑھایا
رنگ پیلا، سیاہ، چاندی، سونا، OEM
OEM، اوپن ٹائپ، سٹینلیس سٹیل فلانج نٹ ٹائپ کریں۔
پیکنگ کیٹرون باکس + کرافٹ باکس،
سروس OEM اور ODM، OEM، ODM
انکوائری بھیجیں۔
مصنوعات کی وضاحت
راؤنڈ بیس بریڈ ہول راؤنڈ ٹی نٹ ڈالیں بلائنڈ ریویٹس گری دار میوے سنکنرن مزاحم
تفصیل:
کھانا کھلانے اور اتارنے کا طریقہ کار ورک بینچ پر واقع ہے۔ جب ورک پیس (پلیٹ) کو مین انجن سے اتارا اور نیچے کیا جاتا ہے، تو موٹر 7، جس کی تصویر میں تصویر دی گئی ہے، ٹرانسمیشن شافٹ (2, 3, 4, 5, 6) کے ذریعے حرکت شروع کرتی ہے۔
جیسے جیسے زنجیر حرکت کرتی ہے، یہ بلاک 1 کو نچلی زنجیر سے اوپری زنجیر کی طرف دھکیلتا ہے، اور ورک پیس کے ساتھ ساتھ اس کی رہنمائی کرتا ہے۔ متعدد پش بلاکس بیک وقت ورک پیس پر دباؤ ڈالتے ہیں، اسے خالی خانے کے اندر مائل طیارے کے رولرس پر پلٹتے ہیں۔ یہ واقفیت ورک پیس کو کشش ثقل کے زیر اثر مادی خانے میں آسانی سے پھسلنے کے قابل بناتی ہے۔
پشنگ ایکشن کے بعد، پش بلاک نچلی زنجیر میں واپس آجاتا ہے، جو کہ پش بلاک کی پوزیشن کو متحرک کرنے اور محسوس کرنے کے لیے سوئچ کے قریب پہنچ جاتا ہے۔ اس کے بعد یہ سگنل کنٹرول سینٹر تک پہنچایا جاتا ہے، جس سے موٹر 7 کو روکنے کی ہدایات ملتی ہیں۔ نتیجتاً، پش بلاک نچلی زنجیر کے اندر رک جاتا ہے، آپریشن کا ایک چکر مکمل کرتا ہے۔
| پروڈکٹ کا نام | زرد زنک چڑھایا بلائنڈ Rivets گری دار میوے تین سوراخ / گول بیس M10 T قسم ٹی نٹ کے ساتھ | ||||||
| معیاری: | DIN,ASTM/ANSI JIS IN ISO,AS,GB | ||||||
| مواد | سٹینلیس سٹیل: SS201، SS303، SS304، SS316، SS316L، SS904L، F594 | ||||||
| سٹیل گریڈ: DIN: Gr.4,5,6,8.8,10,; SAE: Gr.2,5,8; ASTM: A563 | |||||||
| ختم کرنا | زنک (پیلا، سفید، نیلا، سیاہ)، ہاپ ڈپ جستی (ایچ ڈی جی)، بلیک آکسائیڈ، جیومیٹ، ڈیکرومنٹ، اینوڈائزیشن، نکل چڑھایا، زنک نکل چڑھایا |
||||||
| پیداوار عمل |
M2-M24: کولڈ فراجنگ، M24-M100 ہاٹ فورجنگ، حسب ضرورت فاسٹنر کے لیے مشینی اور CNC |
||||||
| اپنی مرضی کے مطابق مصنوعات وقت کی قیادت |
مصروف موسم: 15-30 دن، سست موسم: 10-15 دن | ||||||
| اسٹاک مصنوعات | کاربن سٹیل: DIN934، DIN6923، DIN928، DIN929، ISO4032، کیج نٹ، کیپ نٹ سٹینلیس سٹیل: تمام DIN یا GB معیاری سٹینلیس سٹیل نٹ |
||||||
| گینگٹونگ زیلی فاسٹینر سے معیاری فاسٹنر کے لیے مفت نمونے حاصل کریں۔ | |||||||
درخواست:
فرنیچر کا استعمال۔
ماحولیاتی تحفظ کا سامان، طبی سامان، مواصلات کا سامان، بجلی کی سہولیات، الیکٹرانک مصنوعات، کھانے کی مشینری، پیٹرو کیمیکل انڈسٹری، جہاز اسمبلی، پمپ والو، پائپ، عمارت کے پردے کی دیوار، کھلی جگہیں، وغیرہ۔
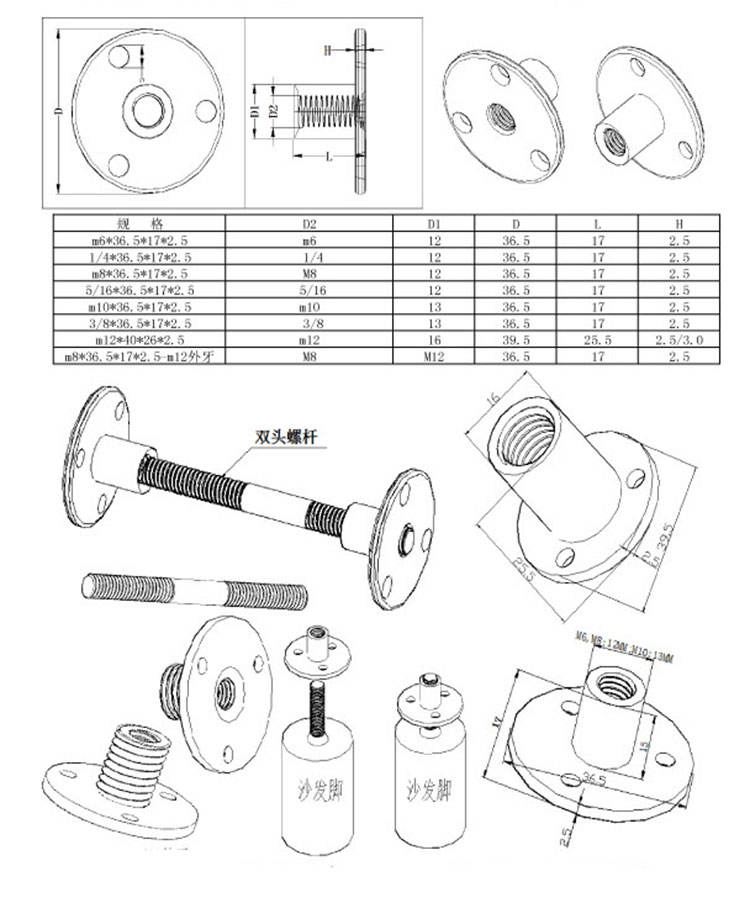
ڈرائنگ
ہاٹ ٹیگز: راؤنڈ بیس بریڈ ہول راؤنڈ ٹی نٹ داخل کریں بلائنڈ ریوٹس گری دار میوے سنکنرن مزاحم، چین، مینوفیکچررز، سپلائرز، اپنی مرضی کے مطابق، معیار، فیکٹری، قیمت




X
ہم آپ کو براؤزنگ کا بہتر تجربہ پیش کرنے ، سائٹ ٹریفک کا تجزیہ کرنے اور مواد کو ذاتی نوعیت دینے کے لئے کوکیز کا استعمال کرتے ہیں۔ اس سائٹ کا استعمال کرکے ، آپ کوکیز کے ہمارے استعمال سے اتفاق کرتے ہیں۔
رازداری کی پالیسی