









کاربن اسٹیل A2-70 سائز زنک چڑھایا راؤنڈ بیس ٹی نٹ بریڈ ہول ٹی نٹ
اعلی معیار کا کاربن اسٹیل A2-70 سائز زنک چڑھایا راؤنڈ بیس ٹی نٹ بریڈ ہول ٹی نٹ چین کے صنعت کار گینگٹونگ زیلی کی طرف سے پیش کیا گیا ہے۔ ایک بہتر مستقبل بنانے کے لیے ہمارے ساتھ تعاون جاری رکھنے کے لیے نئے اور پرانے صارفین کو خوش آمدید!
ISO، DIN، GB، ANSI، OEM معیارات
مواد سٹینلیس سٹیل،
سطح کا علاج سادہ، ZInc چڑھایا
رنگ پیلا، سیاہ، چاندی، سونا، OEM
OEM، اوپن ٹائپ، سٹینلیس سٹیل فلانج نٹ ٹائپ کریں۔
پیکنگ کیٹرون باکس + کرافٹ باکس،
سروس OEM اور ODM، OEM، ODM
ISO، DIN، GB، ANSI، OEM معیارات
مواد سٹینلیس سٹیل،
سطح کا علاج سادہ، ZInc چڑھایا
رنگ پیلا، سیاہ، چاندی، سونا، OEM
OEM، اوپن ٹائپ، سٹینلیس سٹیل فلانج نٹ ٹائپ کریں۔
پیکنگ کیٹرون باکس + کرافٹ باکس،
سروس OEM اور ODM، OEM، ODM
انکوائری بھیجیں۔
مصنوعات کی وضاحت
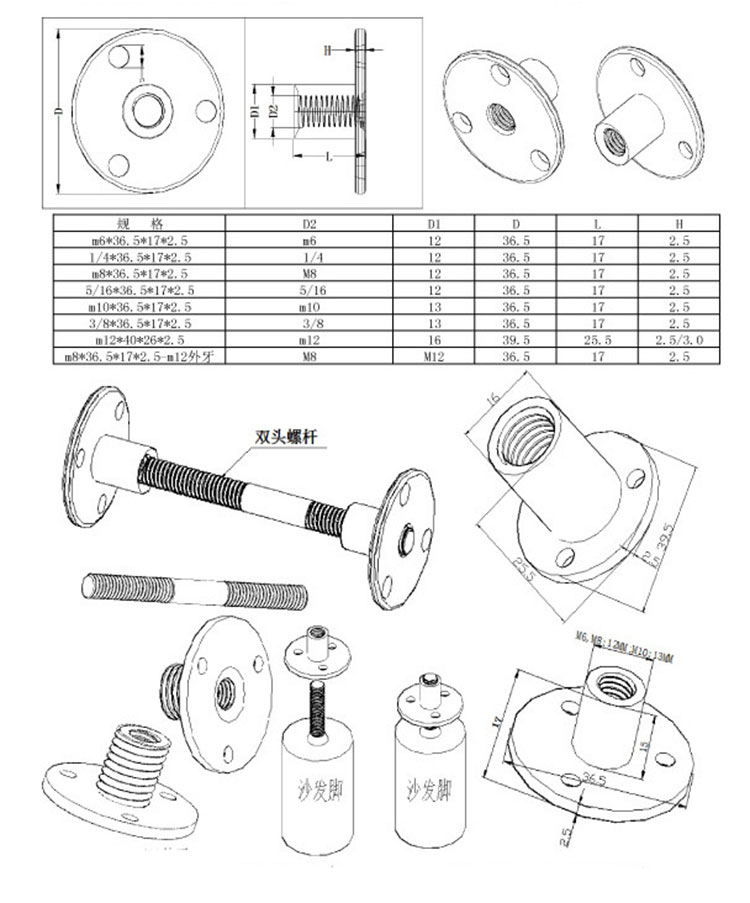
کاربن اسٹیل A2-70 سائز زنک چڑھایا راؤنڈ بیس ٹی نٹ بریڈ ہول ٹی نٹ
تفصیل:
EereS کو ایک ہی محور میں شامل کرنے کے عمل کو وضع کرنے میں ڈھانچہ، تکنیکی ضروریات، پروڈکشن بیچ، اور سامان کی شرائط کے مطابق شافٹ پروسیسنگ کو ٹیلر کرنا شامل ہے۔
اس پروڈکشن میں، سیڑھی کے شافٹ کا ڈیزائن استعمال کیا جاتا ہے، اور خالی جگہ کے لیے ٹھوس فورجنگز کا استعمال کیا جاتا ہے۔ دو محور کے لیے پروسیسنگ کے طریقہ کار میں درج ذیل مراحل شامل ہیں:
D) رف پروسیسنگ مرحلہ: اس مرحلے کا بنیادی مقصد بھاری کٹنگ کے ذریعے اضافی مواد کے کافی حصے کو ختم کرنا ہے۔ یہ عمل خالی کو اس کے حتمی سائز اور شکل کے قریب لاتا ہے، جس سے صرف ایک چھوٹا سا مشینی مارجن ملتا ہے۔ مزید برآں، ضروری اقدامات کو نافذ کرنے کے لیے اس مرحلے کے دوران کسی بھی نقائص کی نشاندہی کی جا سکتی ہے اور فوری طور پر ان کا ازالہ کیا جا سکتا ہے۔
A) خالی علاج: ابتدائی مراحل میں تیاری، جعل سازی، اور معمول کے طریقہ کار شامل ہیں۔
ب) کھردری مشینی: اس مرحلے میں دیگر کاموں کے علاوہ اضافی مواد کو ہٹانا، اختتامی چہروں کی گھسائی کرنا، چھیدنے والی اسپائکس، اور بیرونی حلقوں کو کھردرا موڑنا شامل ہے۔
| پروڈکٹ کا نام | کاربن اسٹیل A2-70 سائز زنک چڑھایا راؤنڈ بیس ٹی نٹ بریڈ ہول ٹی نٹ | ||||||
| معیاری: | DIN,ASTM/ANSI JIS IN ISO,AS,GB | ||||||
| مواد | سٹینلیس سٹیل: SS201، SS303، SS304، SS316، SS316L، SS904L، F594 | ||||||
| سٹیل گریڈ: DIN: Gr.4,5,6,8.8,10,; SAE: Gr.2,5,8; ASTM: A563 | |||||||
| ختم کرنا | زنک (پیلا، سفید، نیلا، سیاہ)، ہاپ ڈپ جستی (ایچ ڈی جی)، بلیک آکسائیڈ، جیومیٹ، ڈیکرومنٹ، اینوڈائزیشن، نکل چڑھایا، زنک نکل چڑھایا |
||||||
| پیداوار عمل |
M2-M24: کولڈ فراجنگ، M24-M100 ہاٹ فورجنگ، حسب ضرورت فاسٹنر کے لیے مشینی اور CNC |
||||||
| اپنی مرضی کے مطابق مصنوعات وقت کی قیادت |
مصروف موسم: 15-30 دن، سست موسم: 10-15 دن | ||||||
| اسٹاک مصنوعات | کاربن سٹیل: DIN934، DIN6923، DIN928، DIN929، ISO4032، کیج نٹ، کیپ نٹ سٹینلیس سٹیل: تمام DIN یا GB معیاری سٹینلیس سٹیل نٹ |
||||||
| گینگٹونگ زیلی فاسٹینر سے معیاری فاسٹنر کے لیے مفت نمونے حاصل کریں۔ | |||||||
درخواست:
فرنیچر کا استعمال۔
ماحولیاتی تحفظ کا سامان، طبی سامان، مواصلات کا سامان، بجلی کی سہولیات، الیکٹرانک مصنوعات، کھانے کی مشینری، پیٹرو کیمیکل انڈسٹری، جہاز اسمبلی، پمپ والو، پائپ، عمارت کے پردے کی دیوار، کھلی جگہیں، وغیرہ۔
ڈرائنگ
ہاٹ ٹیگز: کاربن اسٹیل A2-70 سائز زنک چڑھایا راؤنڈ بیس ٹی نٹ بریڈ ہول ٹی نٹ، چین، مینوفیکچررز، سپلائرز، اپنی مرضی کے مطابق، معیار، فیکٹری، قیمت
متعلقہ زمرہ
فلینج نٹ
ہیکس نٹ
ٹی نٹ
مربع نٹ
نایلان نٹ
کیپ نٹ
ویلڈ نٹ
کپلنگ نٹ
کے نٹ
آئی نٹ
لاک نٹ
ٹوٹا ہوا نٹ
کیج نٹ
گول نٹ
ونگ نٹ
انکوائری بھیجیں۔
براہ کرم نیچے دیے گئے فارم میں بلا جھجھک اپنی انکوائری دیں۔ ہم آپ کو 24 گھنٹوں میں جواب دیں گے۔
متعلقہ مصنوعات




X
ہم آپ کو براؤزنگ کا بہتر تجربہ پیش کرنے ، سائٹ ٹریفک کا تجزیہ کرنے اور مواد کو ذاتی نوعیت دینے کے لئے کوکیز کا استعمال کرتے ہیں۔ اس سائٹ کا استعمال کرکے ، آپ کوکیز کے ہمارے استعمال سے اتفاق کرتے ہیں۔
رازداری کی پالیسی